
 Haus
>
produits
>
Polieraluminiumprofil
>
Haus
>
produits
>
Polieraluminiumprofil
>
|
| Herkunftsort | Guangdong, China (Festland) |
| Markenname | Guangdong, China (Mainland) |
| Zertifizierung | ISO9001:2000,ISO14001:2004 |
| Modellnummer | fertigen Sie besonders an |
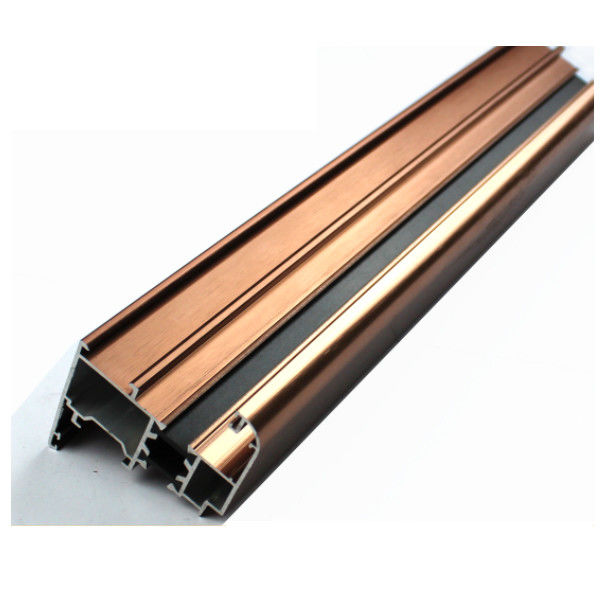
Aluminiumlegierung 6063 für mechanisch Polieraluminiumeckprofilgelenk
Produkt-Beschreibung
| Produkt | Aluminiumlegierung 6063 für mechanisch Polieraluminiumeckprofilgelenk |
| Material | Legierung 6060, 6061, 6063, etc. |
| Temperament | T5, T6, usw. |
| Farbe | Verschiedene Farben verfügbar (schwarz, blau, grün, Champagner, Bronze, Goldenes, Vermillion, etc.) |
| Oberflächenbehandlung | Mühlende, anodisierte, elektrophoretische Beschichtung, Pulverbeschichtung, thermischer Bruch, hölzernes Korn/Holz-inverschiebung, etc. |
| Form | Basiert auf Ihrer Zeichnung oder unsere Form frei benutzen |
| Beispielzeit | Übliche Praxis: innerhalb 15 Werktage gegen Zahlung |
| Verwendung | Windows, Türen, Zwischenwand, Sonnenkollektor, LED-Platte, Kühlkörper, Industrie, etc. |
| Bestätigt | ISO9001-2008 Qualitätssicherungssystem, |
Chemischer Polier- und Oxidationsprozeß
Die allgemein verwendeten chemischen Poliermethoden sind Säurepolieren und elektrolytisches Polieren, die in Wirklichkeit ähnlich sind. Weil die elektrolytische Polierumwelt besser ist, benutzen einige Hersteller sie auch, aber der Energieverbrauch und die Kosten des elektrischen Polierens sind zu hoch, und die Qualität ist nicht genug stabil, also ist der Gebrauch begrenzt. In den letzten Jahren wegen der SäurepolierenBadzusammensetzungsberechnungsmethode hat einen Durchbruch, die Badzusammensetzung (einschließlich Cu2+, Al3+, SO2-4, PO3-4, NO3, H2O etc.) kann genau gemessen werden, die Qualität des Polierprozesses gemacht und Polieraluminiumsäure hat gute Steuerung und Stabilität, Prozess des Säurepolierens so drei die meisten Hersteller alles Alters.
Das Säurepolieren ist der wichtigste Prozess in der Produktion des Polieraluminiums. Um stabile hohe Helligkeit und weniger Defekte zu erreichen, muss der Polierprozeß ausschließlich gesteuert werden.
Inhalt H3PO4
H3PO4 ist das Hauptpolierbad, der Viskositätseffekt des Aluminiums gebildet auf die Oberfläche des Spiegeleffektes, der Spiegeleffekt offensichtlicher das höher ist, weil der Inhalt von H3PO4 der Schlüsselfaktor ist, zum der Polierhelligkeit beizubehalten, allgemeine Produktionsanforderungen von H3PO465% (Gewichtsprozente, die selben unten). Im Anfangsstadium des Behälters, wird die Konzentration von H3PO4 leicht als 65% gesteuert. Mit dem Anstieg Al3+ und des Störstellengehalts ist die Konzentration von H3PO4 sehr schwierig, die oben genannten Bedingungen zu erfüllen, wenn das Al3+ das Maximum erreicht, die Konzentration von H3PO4 wird verringert bis ungefähr 55%, den Poliereffekt zu beeinflussen, kann diese den Anteil H2SO4 erhöhen oder verbessern, Badviskosität beizubehalten. Deshalb ist es notwendig, wissenschaftliche Unternehmensführung von der laufenden Wartung der Behälterflüssigkeit und von der angemessenen Aktualisierung der Badflüssigkeit, damit die Stabilität des werfenden Prozesses schützen zu lassen.
Inhalt von HNO3, H2SO4
HNO3 ist die Hauptkomponente von direkt beteiligtem in der Reaktion, muss der Inhalt ausschließlich gesteuert werden, ist im Allgemeinen 32~37%, ist HNO3-Konzentration zu hoch, produziert sie viel Tabak, und die Reaktion ist zu intensiv, es ist schwierig zu steuern, einfach, Sand zu produzieren und trockene Scheuerstellen, HNO3-Konzentration ist, es erreichen nicht die beste Helligkeit zu niedrig. Stabilisierter und Dämpfungseffekt H2SO4 im Bad, im Nutzeitraum, Inhalt H2SO4 kann sogar ohne H2SO4, mit dem Anstieg Al3+ sehr niedrig sein, Polieraluminiumoberfläche erscheint Flusskennzeichen, dann können Sie dieses Problem lösen, indem Sie H2SO4 addieren. Im allgemeinen wenn die Al3+-Konzentration 20~40g/L ist, wird die Konzentration H2SO4 bei 9~13% gesteuert. Wenn die Konzentration von Al3+ niedrig ist, ist die Konzentration H2SO4 niedriger als die von H2SO4. Wenn die Konzentration von Al3+ hoch ist, ist die Konzentration von CO2 niedriger als die obere Grenze. Al3+ ist eine Nebenerscheinung des Säurepolierenprozesses. Wenn der Al3+-Inhalt niedrig ist, kann er die Reaktionsgeschwindigkeit abdämpfen und die Reaktion einfach machen zu steuern. Wenn das Al3+ höher als 20g/L ist, erhöht sich die Viskosität der Flüssigkeit, mit dem Ergebnis eines Flusskennzeichendefektes und einer Reihe Probleme, wie Erhöhung der Viskosität und Erhöhung des Ertrags, mit dem Ergebnis einer Zunahme der Kosten. Wenn der Inhalt von Al3+ höher als 45g/L ist, wird die Kristallisation im Bad produziert, und die Qualität des Produktes ist betroffen. Deshalb wird Al3+ 40g/L im Allgemeinen angefordert, und die Produktion kann durch Aluminium herausgebracht werden, um diese Balance zu erreichen. Der Zusatz von Cu2+ im sauren Bad verbessert die Helligkeit des Polierens. Im Allgemeinen ist die Zusatzmenge über 15g/L., das übermäßige Produktion schwierige Reinigung und einen wenig konkaven Punkt verursachen kann.
Der Anteil und die Temperatur des Behälters
Die Dichte und die Temperatur der Badflüssigkeit sind zwei wichtige Kennzahlen des flüssigen Badprozesses. Das höher die Dichte und höher ergibt die Temperatur, das besser die Helligkeit der Polieraluminiumlegierung, aber der hohe Anteil die Kristallisation der Flüssigkeit und des Kornes, die an der Oberfläche des Aluminiums festhalten. Zu hoch ist Ergebnisse einer Temperatur in zu vieler Reaktion und für Korrosion anfällig. Deshalb ist die Einstellung der Dichte und der Temperatur des Behälters funktionell und in der Qualität, mit einer Normalgewichtsteuerung von 176 (001) und Temperaturüberwachung an 105+_5 stabil
Andere in Verbindung stehende Prozesse
(1) Aufbereiten. Vorbehandlung vor dem chemischem Polieren ist für das Verbessern der Polierqualität und die Verringerung von Defekten wesentlich. Zuerst zusätzlich zum Öl und zum Wachs muss Abbau, für den Abbau des Polierwachses gründlich sein, verwendet im Allgemeinen organische lösliche Behandlung, und dann ist Ultraschalleffekt bessere, Ultraschallkosten sind zu hoch, es ist schwierig, damit allgemeine Hersteller verwenden. Die allgemeine Entfettung, soweit wie möglich benutzen nicht fluorhaltiges Entölungsmittel, andernfalls macht es Aluminiumoberflächenhelligkeitsabnahme, besonders für mechanische Polierprodukte ist besonders wichtig. Zusätzlich zur Konzentration von Entfettungsmitteln, ist die Temperatur des Öltanks auch sehr wichtig. Im Winter muss der Öltank richtig erhitzt werden, um zu garantieren, dass die Temperatur über 30 ist, um gute Ergebnisse zu erzielen, um Defekte im Polierbehälter zu vermeiden. Nachdem man das Ölwachs entfernt hat, sollte die Flüssigkeit auf der Aluminiumoberfläche mit dem Klumpens oder der Stelle Wachsrückstand der Stockwassertröpfchen, des besonders im lokalen Bereich gleichmäßig nicht bedeckt werden. Zweitens, muss es über Alkali und Neutralisation geringfügig geben. Auf diese Art können die sauberen, aktivierten und homogenen Oberflächenbillets ohne irgendeinen Sand- oder Lochfraß in jedem der vorhergehenden Prozesse produziert werden.
(2) Oxidation und Dichtung. Oxidationsprozeß ist der Polierprozeß der schwersten Löschung von Produkten, die allgemeinen Produkte, zum der Produkte mit niedriger Helligkeitsdicke (5m) sicherzustellen, steuern ausschließlich den Oxidationsprozeß kann den Grad an Löschungsfilm, wie Al3+ herabsetzen sollte unter 10g/L, die Steuerung der spezifischen Stromdichte gesteuert werden in 11A /dm2, die Oxidationstemperaturüberwachung in 22! Kann höheren Transparenzfilm so erhalten. Zweitens hat der versiegelnde Prozess großen Einfluss auf die Löschung von f. Für Spiegelprodukte der hohen Qualität wird es empfohlen, um Fluoriddichtung oder kochendes Wasser der hohen Temperatur nicht zu benutzen, um das Loch zu versiegeln.
![]()
Treten Sie mit uns jederzeit in Verbindung

